






Produiten




Héicheffizient Downhole Milling Tools
Produit Material
Huelt flaach Buedem Mill Schong als Beispill:
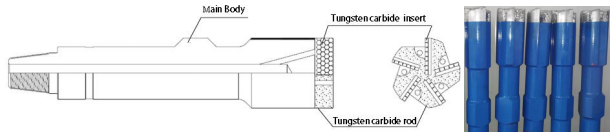
Den Haaptkierper adoptéiert High-Performance Legierungsstahl (4145H) fir déi glat an effektiv Operatioun ënner verschiddene Buerdruck a Rotatiounsgeschwindegkeetssituatioun ze garantéieren. Mëttlerweil, adoptéiere mir héich Niveau Wolfram Carbide Meterial séier milling ze erreechen. Stabilisator an baussecht Rock fir Junk Mill an taper Mill kann als Besoin entworf ginn.
Wolframcarbid Insert
· Superloy
Gutt Filler fir Waassermeloun, String a Kegelmillen.
Gutt zréck fir Junk Mills.
Breet Palette vu Gréissten verfügbar.
Déi meescht robust.
· Metal Muncher
Mills méi séier wéi konventionell milling Tools.
Reduzéiert erfuerderlech Buerdrock beim Fräsen.
Loosst méi glatter Schnëtt ouni Lippen fir Schutt ze hänken.
Produzéiert Schutt mat enger ähnlecher Gréisst.
Metall ze schneiden anstatt et ze schleifen.
· Opti-Schnëtt
Méi kleng Schutt.
Méi séier ROP.
Méi laang Liewen.
Niddereg Drock an Dréimoment Ufuerderunge.
16 Schneidpunkten an 8 Schneidkante fir all Cutter.

Produit Kategorie
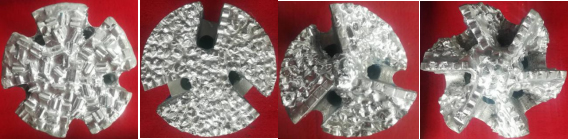
Konkav / Flaach / Blade Bottom Junk Mill
Benotzt fir Milling Bit, Kegel, Duerchmiesser Jauge, Grapp Zänn, Wäschpäif, Buer Tool Gelenk, déif Well Pompel Accessoiren, Packer, Waasser Distributeur an aner méi laang Buer Tools.
Petrozhr Junk Mill sinn a verschiddene Konfiguratiounen a Geometrien verfügbar. Eis fortgeschratt Millentechnik an erfuerene Schweesser suergen fir eng konsequent an haltbar Schneidstruktur op all Junkmillen.

Tab. 1 Flaach / Konkave / Blade Bottom Junk Mill Parameter
| Borehole Dia. Mill Shoe OD Recommandéiert Längt (mm) (mm) Schraube (mm) | PN Flaach | PN Konkav | PN Bladed |
| 95,2- 101,6 89 2-3/8REG 250 | JM089FX | JM089CX | JM089BX |
| 107,9- 114,3 97 2-3/8REG 250 | JM097FX | JM097CX | JM097BX |
| 117,5- 127 110 2-7/8REG 250 | JM110FX | JM110CX | JM110BX |
| 130- 139,7 121 2-7/8REG 250 | JM121FX Präis | JM121CX | JM121BX |
| 142,9- 152,4 130 2-7/8REG 250 | JM130FX | JM130CX | JM130BX |
| 155.6- 165. 1 140 3- 1/2REG 250 | JM140FX | JM140CX | JM140BX |
| 168- 187,3 156 3- 1/2 REG 250 | JM156FX Präis | JM156CX Ubidder | JM156BX Ubidder |
| 190,5-209,5 178 3- 1/2REG 250 | JM178FX | JM178CX | JM178BX |
| 212.7-241.3 200 4- 1/2REG 250 | JM200FX | JM200CX | JM200BX |
| 244,5-269,9 232 4- 1/2REG 250 | JM232FX Präis | JM232CX | JM232BX |
| 273-295.3 257 6-5/8REG 250 | JM257FX Präis | JM257CX | JM257BX |
| 298.5-317.5 279 6-5/8REG 250 | JM279FX Präis | JM279CX | JM279BX |
| 320,6-346. 1 295 6-5/8REG 250 | JM295FX Präis | JM295CX | JM295BX |
| 349.3-406.4 330 6-5/8REG 250 | JM330FX | JM330CX | JM330BX |
| 406.4-444.5 381 6-5/8REG 250 | JM381FX Präis | JM381CX | JM381BX Präis |
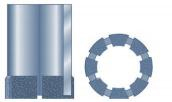
Rotary Schong
Rotary Schong adoptéiert Karbidmaterial am Zylinder fir onregelméisseg Fësch Top circumferentially ze schneiden, a lues a lues de beschiedegte Fësch Top an e Krees ze reparéieren, sou wéi Réier, Këschtkierper, etc.
[Notiz: Well den bannenzegen Zännduerchmiesser vum Rotart Schong grouss ass, ass de Réckmoment grouss, sou datt den nidderegen Drock a luesen Rotatiounsmodus am Gebrauch vum Rotary Schong ugeholl ginn ass. Am Allgemengen däerf de Buerdrock net méi wéi 10 KN an d'Rotatiounsgeschwindegkeet net méi wéi 50 r/min sinn.]

Typ A
Schneid Metal, Zement a Formatioun.
Ausschneiden op OD an ënnen.

Typ B
Metall ze schneiden wou d'Spannung kleng ass.
Ausschneiden op ID an ënnen.
Typ C
Schnëtt Formatioun.
Ausschneiden op OD an ënnen.

Typ D
Schnëtt Formatioun a Fësch zur selwechter Zäit.
Ausschneiden op ID, OD an ënnen.

Tab.2 Rotary Schong Parameter
| Gehäuse / Wellbore Dia. | Rotary Schong OD (mm) | Rotary Schong Längt (mm) | Recommandéiert Schrauwen Thread | PN Rotary Schong | |
| 4 an | 101,6 mm | 95 400 | FJWP | TXX095 | |
| 5- 1/2 Zoll | 139,7 mm | 114 500 | FJWP | TXX 114 | |
| 5-3/8 Zoll | 146,05 mm | 118500 | FJWP | TXX 118 | |
| 6-5/8in | 168,28 mm | 136 425 | FJWP | TXX 135 | |
| 7 an | 177,8 mm | 152 450 | FJWP | TXX 152 | |
| 7-5/8in | 193,68 mm | 160 450 | FJWP | TXX 160 | |
| 8-5/8in | 219.1 mm | 185 550 | FJWP | TXX185 | |
| 12- 1/4in 311. 15mm | 203 450 | FJWP | TXX 203 | ||
| 15-5/8in 396,88 mm | 298 450 | FJWP | TXX298 | ||
| 20 an | 508 mm | 406 450 | FJWP | TXX406 | |
Taper Mill
Taper Mill reams out Restriktiounen, zesummegeklappt casing an liner Rubriken an deburr whipstock Fënsteren an casing.The niddereg Enn vun taper Mill, mat sengem klengen Duerchmiesser geet an de zesummegefall casing an liner. Dann liicht spiraled reamer Kanten ewech ze Millen der Ënner Sektioun ze voll Mill Duerchmiesser.
Taper Mill besteet aus engem konesche Kierper a Wolframkarbid. De Kegel vum Kierper ass 30 Grad, de Kegel ass flügelfërmeg, an d'Uewerfläch ass hardfacing oder inlaying Wolframkarbid.

Tab.3 Taper Mill Parameter
| Borehole Dia. Taper mill OD Recommandéiert Längt (mm) (mm)Schrauwen Fuedem(mm) | P.N. Taper mill | ||
| 95-101,6 | 89 | 2-3/8REG 300 | XZ089 |
| 107,9- 114,3 97 2-3/8REG 300 | XZ097 | ||
| 117,5- 127,0 110 2-7/8REG 300 | XZ110 | ||
| 130- 139,7 121 2-7/8REG 300 | XZ121 | ||
| 142,9- 152,4 130 2-7/8REG 300 | XZ130 | ||
| 155.6- 165. 1 140 3- 1/2REG 300 | XZ140 | ||
| 168- 187,3 156 3- 1/2 REG 300 | XZ156 | ||
| 190,5-209,5 178 3- 1/2REG 300 | XZ178 | ||
| 212.7-241.3 200 4- 1/2REG 300 | XZ200 | ||
| 244,5-269,9 232 6-5/8REG 350 | XZ232 | ||
| 273-295.3 257 6-5/8REG 350 | XZ257 | ||
| 298.5-317.5 279 6-5/8REG 350 | XZ279 | ||
| 320,6-346. 1 295 6-5/8REG 350 | XZ295 | ||
| 349.3-406.4 330 6-5/8REG 350 | XZ330 | ||
| 406.4-444.5 381 6-5/8REG 350 | XZ381 | ||
Waassermeloun String Mill
Waassermeloun String Schong ass ee vun de Milling Tools am Sidetracking Operatioun. Et gëtt benotzt fir Gehäuse ze reparéieren, ze räissen an opzemaachen. Et gëtt normalerweis direkt no der Ouverture vun Fënsteren benotzt. D'Fräskante (Aarbechtsberäich) vun der Waassermelounmillen kontaktéiert d'Bohrmauer, an d'Enn vun all Rand ass als Kegel entworf. Wann d'Fënster opgemaach gëtt, kann d'Waassermelounmillen d'Fënster vun uewen verlängeren an d'Skaléierung an d'Burren erofhuelen, déi op der Päifmauer während dem initialen Ausschneiden bleiwen.

Tab.4 Waassermeloun String Mill Parameter
| Borehole Dia. Schraube (mm/in) Fuedem | Aarbechtsberäich OD (mm/in) | Aarbechtsberäich Längt (mm/in) | Gesamtlängt (mm/in) | PN |
| 139,7 (5- 1/2) NC 26 112 (4-7/ 16) 600 (23-5/8) | 1130 (44) | XGMX112 | ||
| 139,7 (5- 1/2) NC 26 116 (4-9/ 16) 600 (23-5/8) | 1130 (44) | XGMX116 | ||
| 139,7 (5- 1/2) NC 26 118 (4-5/8) 600 (23-5/8) | 1130 (44) | XGMX118 | ||
| 139,7 (5- 1/2) NC 31 120 (4-3/4) 600 (23-5/8) | 1280 (50) | XGMX120 | ||
| 146,0 (5-3/4) NC 31 124 (4-7/8) 600 (23-5/8) | 1280 (50) | XGMX124 | ||
| 168,3 (6-5/8) NC 31 142 (5-9/ 16) 600 (23-5/8) | 1280 (50) | XGMX142 | ||
| 177,8 (7) NC 31 151 (5- 15/ 16) 600 (23-5/8) | 1280 (50) | XGMX151 | ||
Pilot Mill
Pilot Millen sinn fir milling casing entworf, liner, rotativ Schong oder grouss ID tubing. D'opzedeelen Blades gekleet mat héich Klass Wolfram Carbide Material maachen Petrozhr Pilot Millen kéint séier Pénétratioun mat minimal wear.The kleng a gekrauselt opzedeelen Ofbau erreechen ass einfach ze läschen. An de Pilotend gëtt benotzt fir an der ID vum Objet ze stabiliséieren, dee gefruer gëtt.

Tab.5 Pilot Mill Parameter
| Borehole Dia. (mm) | Schrauwen Fuedem | Aarbechtsberäich OD (mm) | Schneidblad Längt (mm) | Pilot Beräich Längt (mm) | PN |
| 153 2 3/8REG | 130 200 | ≧45 | LYMX130 | ||
| 165 2 3/8 REG | 140 200 | ≧45 | LYMX140 | ||
| 187 3 1/2 REG | 156 200 | ≧55 | LYMX156 | ||
| 210 4 1/2 REG | 178 200 | ≧55 | LYMX178 | ||
| 241 4 1/2 REG | 200 200 | ≧55 | LYMX200 | ||
| 270 4 1/2 REG | 232 200 | ≧55 | LYMX232 | ||
| 295 6 5/8REG | 257 250 | ≧55 | LYMX257 | ||
| 317 6 5/8REG | 279 250 | ≧55 | LYMX279 | ||
| 346 6 5/8REG | 295 300 | ≧55 | LYMX295 | ||
| 406 6 5/8REG | 330 300 | ≧55 | LYMX330 | ||
| 445 6 5/8REG | 331 300 | ≧55 | LYMX331 | ||
Wolfram Carbide Applikatioun Chart
| Recommandéiert Applikatioun | Superloy | Opti-Schnëtt | Metal Muncher | Metal Muncher mat Superloy |
| Washover oppent Lach | √ | √ | ||
| Washover Bohrpipe | √ | |||
| Washover Kies Pack | √ | √ | ||
| Washover Liner Trimm | √ | |||
| Washover Packer | √ | |||
| Poilt milling | √ | |||
| Loose Junk milling | √ | √ | ||
| Stationär Packer oder Päif oder Tubing Junk Fräsen | √ | |||
| Waassermeloun milling | √ | |||
| String milling | √ |
Fëscherei Artikel Biller


 Raum 703 Gebai B, Grönland Zentrum, Hi-Tech Entwécklung Zone Xi'an, China
Raum 703 Gebai B, Grönland Zentrum, Hi-Tech Entwécklung Zone Xi'an, China 86-13609153141
86-13609153141

